«Неразрушающие виды контроля качества сварных соединений»
Необходимо выбрать правильный ответ:
1. С какой целью выполняют осмотр сварного соединения?
а) для устранения дефекта;
б) для проверки своих действий в процессе выполнения сварного соединения;
в) для того и другого;
2. Что включает в себя зона осмотра сварного соединения?
а) шов по всей длине;
б) шов с двух сторон и прилегающие зоны;
в) отдельные части шва;
3. Какое назначение предварительного контроля ?
а) предупреждение образования дефектов в сварном соединении;
б) экономия времени на сварку;
в) выявление дефектов в сварном соединении
4. Какие методы контроля предназначены для обнаружения поверхностных дефектов?
а) гамма-просвечивание;
б) капиллярные;
в) гидравлические;
5. Контролируемая зона при визуальном контроле включает в себя?
а) сварной шов;
б) сварной шов и околошовную зону;
в) сварной шов и околошовную зону со стороны усиления и со стороны корня;
6. Какой метод контроля наиболее надежно выявляет внутренние дефекты?
а) люминисцентный;
б) радиоционный;
в) механические испытания;
7. Какая цель металлографических исследований ?
а) выявление дефектов в сечении сварного соединения;
б) определение механических свойств сварного соединения;
в) то и другое
8. От чего зависит выбор метода контроля?
а) от условий эксплуатации;
б) от квалификации сварщика;
в) от размеров конструкции;
9. Могут ли свищи быть обнаружены при гидравлических испытаниях?
в) да, если они сквозные;
10. В качестве источника гамма- излучения используют?
а) рентгеновскую трубку;
б) радиоактивные вещества, которые помещены в свинцовые капсулы;
в) инфракрасные лучи.
Федеральное агентство по образованию Российской Федерации Дальневосточный государственный технический университет (ДВПИ им. В.В. Куйбышева) Утверждаю: Заместитель председателя президиума Дальневосточного учебно – методического центра Профессор ___________________ А.А.Белоусов «______» ______________ 2007г. Контрольно-измерительные материалы для оценки уровня знаний студентов специальности «Акустические приборы и системы» по дисциплине «Неразрушающие методы контроля» Разработаны доцентом кафедры ГА Сальниковой Е.Н. Владивосток 2007 Дисциплина «Неразрушающие методы контроля» является одной из дисциплин специализации при подготовке студентов по специальности «Акустические приборы и системы». Неразрушающие методы контроля (НМК), или дефектоскопия, – это обобщающее название методов контроля материалов (изделий), используемых для обнаружения нарушения сплошности или однородности макроструктуры, отклонений химического состава и других целей, не требующих разрушения образцов материала и/или изделия в целом. Улучшение качества промышленной продукции, повышение надежности и долговечности оборудования и изделий возможно при условии совершенствования производства и внедрения системы управления качеством. Важными критериями высокого качества деталей машин, механизмов, приборов являются физические, геометрические и функциональные показатели, а также технологические признаки качества, например, отсутствие недопустимых дефектов; соответствие физико-механических свойств и структуры основного материала и покрытия; соответствие геометрических размеров и чистоты обработки поверхности требуемым нормативам и т.п. Широкое применение неразрушающих методов контроля, не требующих вырезки образцов или разрушения готовых изделий, позволяет избежать больших потерь времени и материальных затрат, обеспечить частичную или полную автоматизацию операций контроля при одновременном значительном повышении качества и надежности изделий. В настоящее время ни один технологический процесс получения ответственной продукции не внедряется в промышленность без соответствующей системы неразрушающего контроля. Дисциплина «Неразрушающие методы контроля» призвана подготовить выпускника к решению следующих профессиональных задач в области проектно – конструкторской деятельности: разработка функциональных и структурных схем приборов и систем с определением физических принципов действия устройств, их структур и установлением требований на отдельные блоки и элементы; оценка технологичности конструкторских решений, составление технической документации, включая инструкции по эксплуатации, программы испытаний, технические условия и другое, а также в области производственно – технологической деятельности: разработка и внедрение технологических процессов и методов изготовления, контроля качества элементов и узлов приборов различного назначения. Дисциплина читается в 9 семестре в объеме 51 час. лекций по рабочему учебному плану 2002г. и 34 час. – по плану 2005г. Назначение контрольно-измерительных материалов – текущий контроль усвоения материала дисциплины «Неразрушающие методы контроля». В соответствии с рабочими учебными программами дисциплины предусмотрено выполнение 8 экспресс-опросов после каждой из основных тем, 1 теста, 2 контрольных работ – рубежной и итоговой, а также 1 2 индивидуального задания. При успешном выполнении ИДЗ студент получает 4 балла, теста – 3 балла, каждого из ЭО - по 4 балла, 1 контрольная работа оценивается в 9 баллов, заключительная в 12 баллов. Таким образом успешно обучающийся студент в течение семестра может набрать не менее 60 баллов из 100 общих, предусмотренных балльно-рейтинговой системой оценки освоения дисциплины, что соответствует минимальному уровню, удовлетворяющему требованиям ГОС ВПО №331 инф/СП специальности 200105. Условия применения Контроль проводится письменно во время аудиторного занятия. При проведении экспресс опросов студент получает лист с индивидуальным заданием, включающим 2-3 вопроса (в зависимости от темы), выбранных произвольным образом преподавателем из приведенных в настоящей разработке перечней. При проведении тестирования студенту выдается бланк теста. Использована как закрытая форма, предусматривающая выбор правильного ответа из нескольких приведенных, так и открытая, при которой предусмотрена самостоятельная формулировка ответа. При проведении контрольной работы 1 студенту выдается бланк, содержащий 14 вопросов, сформированных преподавателем из банка вопросов для контроля 1-4 разделов. В КИМ приведены 10 вариантов заданий для КР1. Итоговая контрольная работа включает 28 вопросов. Разработано 15 вариантов. Для ответа на ЭО студенту отводится 10 минут, на тест 20 минут, на КР1 отводится 40 минут, на КР2 – 1час 30 минут. Инструкция для студента При ответе на вопрос Задание переписывать не надо. Следует записать Фамилию, группу, номер задания, номер вопроса и ответ. Для успешной оценки теста достаточно набрать 60% из максимально возможного количества баллов, указанных в тесте. Для успешного прохождения контрольных работ – правильно ответить на 8 из 14 и 17 из 28 вопросов. Сообщение о результатах проверки и разбор типичных ошибок проводятся на следующем занятии 3 Тема «Основные виды НМК» Тест №1 Дата разработки 18.04.2006 Внимательно прочитайте начало определения, приведенное в графе 2, и подберите правильное окончание в графе 3. Отметьте выбранный ответ. В графе 4 кратко обоснуйте выбор. По результатам ответов заполните таблицу на оборотной стороне листа. Укажите фамилию, номер группы. № Начало определения Окончание определения Краткое обоснование ответа 1 2 3 4 1 В соответствии с ИСО - а) способность продукции удовлетворять 8402 «качество - это требованиям потребителя». б) совокупность характеристик объекта, относящаяся к его способности удовлетворять обусловленные или предполагаемые потребности». в) совокупность характеристик изделия, влияющая на его работоспособность». г) все перечисленное выше. д) ничего из перечисленного выше. 2 НМК обязательно а) производстве особо ответственных деталей применяются при и устройств. б) производстве узлов и деталей устройств длительной эксплуатации. в) любого изделия. г) хорошего изоляционного материала. д) материала с высокой электропроводностью. е) исследованиях структуры материалов и дефектов. ж) все перечисленное выше. з) ничего из перечисленного выше. 3 Акустические НМК а) поверхностных дефектов. пригодны для б) внутренних дефектов в виде трещин. обнаружения в) внутренних дефектов в виде раковин. г) подповерхностных дефектов. д) ничего из перечисленного выше. е) все перечисленное выше. 4 Капиллярные НМК а) поверхностных дефектов. пригодны для б) внутренних дефектов в виде трещин. обнаружения в) внутренних дефектов в виде раковин. г) подповерхностных дефектов. д) ничего из перечисленного выше – напишите сами ответ. е) все перечисленное выше. 5 Визуально-оптические а) на измерении амплитуды или фазы методы основаны прошедшего светового излучения. б) на измерении индуцированного излучения. в) на измерении степени поляризации прошедшего излучения. г) все перечисленное выше. д) ничего из перечисленного выше – напишите сами ответ. 4 6 Информативным а) амплитуда прошедшего излучения. параметром б) амплитуда рассеянного излучения. радиоволновых методов в) амплитуда отраженного излучения. является г) все перечисленное выше. д) ничего из приведенного выше – напишите Ваш ответ 7 Дефекты в проволоке а) радиационными методами НК. из неферромагнитного б) радиоволновыми методами НК. материала лучше всего в) магнитными методами НК. выявляются г) все перечисленное выше. д) ничего из приведенного выше – напишите Ваш ответ 8 Дефекты в проволоке а) капиллярными НМК. из ферромагнитного б) Магнитными НМК. материала лучше всего в) радиоволновыми НМК. выявляются г) все перечисленное выше. д) ничего из приведенного выше – напишите Ваш ответ 9 Наиболее дорогой из а) акустический. НМК б) радиографический. в) капиллярный. г) все перечисленное выше. д) ничего из приведенного выше – напишите Ваш ответ 10 Основные требования к Напишите ваш ответ КО при акустических методах контроля 11 Основные требования к КО при радиографическом контроле литых изделий 12 Перечислите преимущества разрушающих методов контроля 13 Перечислите основные недостатки НМК Студент группы __________________ ФИО ___________________________________ Вопрос 1 2 3 4 5 6 7 8 9 10 11 12 13 13 Ответ Результат Набранный балл _____________ максимально возможный __61___---- Преподаватель ___________________ Дата проведения _____________ 5 Тема «Основные виды НМК» Тест №1 КЛЮЧ Вопрос 1 2 3 4 5 6 7 8 9 10 11 12 13 Всего Ответ Б А,Б,Е Е А Г Д Д Б, Д Б Результат 5 5 5 5 5 5 4-5 3-5 4-5 5 5 3 3 61 6. Правильный ответ: Радиоволновые методы основаны на регистрации параметров электромагнитных волн СВЧ диапазона с КО. 7. Правильный ответ: Акустический, Токовихревой. 8. Правильный ответ: Акустический, Токовихревой, Магнитный 9. Правильный ответ: Радиационный и Течеискания. 10. При контроле труб диаметром <=4 мм и толщиной >=1мм необходимо очистка поверхности от грязи, отслаивающейся окалины. 11. Необходим двусторонний доступ к КО, отсутствие наружных дефектов, превышающих чувствительность контроля. 12. 1. Испытания обычно имитируют одно или несколько рабочих условий. Следовательно, они непосредственно направлены на измерение эксплуатационной надежности. 2. Испытания обычно представляют собой количественные измерения разрушающих нагрузок или срока службы до разрушения при данном нагружении и условиях. Таким образом, они позволяют получить числовые данные, полезные для целей конструирования или для разработки стандартов или спецификаций. 3. Связь между большинством измерений разрушающим контролем и измеряемыми свойствами материалов (особенно под нагрузкой, имитирующей рабочие условия) обычно прямая. Следовательно, исключаются споры по результатам испытания и их значению для эксплуатационной надежности материала или детали. 13. 1. Испытания обычно включают в себя косвенные измерения свойств, не имеющих непосредственного значения при эксплуатации. Связь между этими измерениями и эксплуатационной надежностью должна быть доказана другими способами. 2. Испытания обычно качественные и редко количественные. Обычно они не дают возможности измерения разрушающих нагрузок и срока службы до разрушения даже косвенно. Они могут, однако, обнаружить дефект или проследить процесс разрушения. 3. Обычно требуются исследования на специальных образцах и исследование рабочих условий для интерпретации результатов испытания. Там, где соответствующая связь не была доказана, и в случаях, когда возможности методики ограничены, наблюдатели могут не согласиться в оценке результатов испытаний. 6 Тема «Основные виды НМК» Тест №2 Дата разработки 18.04.2006 Внимательно прочитайте начало определения, приведенное в графе 2, и подберите правильное окончание в графе 3. Отметьте выбранный ответ. В графе 4 кратко обоснуйте выбор. По результатам ответов заполните таблицу на оборотной стороне листа. Укажите фамилию, номер группы. № Начало определения Окончание определения Краткое обоснование ответа 1 2 3 4 1 Контроль качества а) ее работоспособности. продукции заключается б) соответствия показателей ее качества в проверке установленным требованиям. в) соответствия показателей требованиям безопасности эксплуатации. г) все перечисленное выше. д) ничего из перечисленного выше – Ваш вариант ответа. 2 Перечислите важнейшие критерии качества деталей машин, механизмов, приборов 3 Магнитные НМК а) поверхностных дефектов. пригодны для б) внутренних дефектов в виде трещин. обнаружения в) внутренних дефектов в виде раковин. г) подповерхностных дефектов. д) ничего из перечисленного выше. е) все перечисленное выше. 4 Радиоволновые НМК а) поверхностных дефектов. пригодны для б) внутренних дефектов в виде трещин. обнаружения в) внутренних дефектов в виде раковин. г) подповерхностных дефектов. д) ничего из перечисленного выше – напишите сами ответ. е) все перечисленное выше. 5 Радиационные методы а) на измерении амплитуды или фазы основаны прошедшего проникающего излучения. б) на измерении индуцированного излучения. в) на измерении степени поляризации прошедшего излучения. г) все перечисленное выше. д) ничего из перечисленного выше – напишите сами ответ. 6 Информативным а) амплитуда прошедшего излучения. параметром б) амплитуда рассеянного излучения. акустических методов в) амплитуда отраженного излучения. является г) все перечисленное выше. д) ничего из приведенного выше – напишите Ваш ответ 7 Дефекты в отливках из а) радиационными методами НК. неферромагнитного б) радиоволновыми методами НК. материала лучше всего в) магнитными методами НК. 7 выявляются г) все перечисленное выше. д) ничего из приведенного выше – напишите Ваш ответ 8 Дефекты в резиновых а) капиллярными НМК. изделиях лучше всего б) Магнитными НМК. выявляются в) радиоволновыми НМК. г) все перечисленное выше. д) ничего из приведенного выше – напишите Ваш ответ 9 Наиболее опасный из а) акустический. НМК для б) радиографический. обслуживающего в) капиллярный. персонала г) все перечисленное выше. д) ничего из приведенного выше – напишите Ваш ответ 10 Основные требования к Напишите ваш ответ КО при контроле течеисканием 11 Основные требования к КО при акустическом контроле литых изделий 12 Перечислите основные недостатки разрушающих методов контроля 13 Перечислите основные достоинства НМК Студент группы __________________ ФИО ___________________________________ Вопрос 1 2 3 4 5 6 7 8 9 10 11 12 13 13 Ответ Результат Набранный балл _____________ максимально возможный ___73_---- Преподаватель ___________________ Дата проведения _____________ 8 Тема «Основные виды НМК» Тест №3 Дата разработки 18.04.2006 Внимательно прочитайте начало определения, приведенное в графе 2, и подберите правильное окончание в графе 3. Отметьте выбранный ответ. В графе 4 кратко обоснуйте выбор. По результатам ответов заполните таблицу на оборотной стороне листа. Укажите фамилию, номер группы. № Начало определения Окончание определения Краткое обоснование ответа 1 2 3 4 1 Основные требования, а) возможность проверки работоспособности предъявляемые к НМК изделий, продукции. это б) возможность проведения контроля качества на всех стадиях изготовления, эксплуатации и ремонта. в) высокая достоверность результатов контроля. г) все перечисленное выше. д) ничего из перечисленного выше – Ваш вариант ответа. 2 Перечислите основные области применения НМК 3 Токовихревые НМК а) поверхностных дефектов. пригодны для б) внутренних дефектов в виде трещин. обнаружения в) внутренних дефектов в виде раковин. г) подповерхностных дефектов. д) ничего из перечисленного выше. е) все перечисленное выше. 4 Радиационные НМК а) поверхностных дефектов. пригодны для б) внутренних дефектов в виде трещин. обнаружения в) внутренних дефектов в виде раковин. г) подповерхностных дефектов. д) ничего из перечисленного выше – напишите сами ответ. е) все перечисленное выше. 5 Тепловые методы НК а) на измерении тепловых полей КО. основаны б) на измерении параметров упругого поля КО. в) на измерении температурного поля работающего объекта. г) все перечисленное выше. д) ничего из перечисленного выше – напишите свой ответ. 6 Информативным а) изменение теплового поля объекта. параметром тепловых б) температурное поле работающего объекта. методов НК является в) изменение электрического поля, взаимодействующего с КО. г) все перечисленное выше. д) ничего из приведенного выше – напишите Ваш ответ 7 Дефекты в а) радиационными методами НК. многослойных б) радиоволновыми методами НК. диэлектрических в) магнитными методами НК. 9 изделиях лучше всего г) все перечисленное выше. обнаруживаются д) ничего из приведенного выше – напишите Ваш ответ 8 Дефекты в листах а) капиллярными НМК. стали толщиной до 1 мм б) Магнитными НМК. лучше всего в) радиоволновыми НМК. выявляются г) все перечисленное выше. д) ничего из приведенного выше – напишите Ваш ответ 9 Наиболее опасный из а) акустический. НМК для окружающей б) радиографический. среды в) капиллярный. г) все перечисленное выше. д) ничего из приведенного выше – напишите Ваш ответ 10 Основные требования к Напишите ваш ответ КО при контроле токовихревыми НМК 11 Основные требования к КО при акустическом контроле труб 12 Перечислите основные достоинства разрушающих методов контроля 13 Перечислите основные достоинства НМК Студент группы __________________ ФИО ___________________________________ Вопрос 1 2 3 4 5 6 7 8 9 10 11 12 13 13 Ответ Результат Набранный балл _____________ максимально возможный ___67_---- Преподаватель ___________________ Дата проведения _____________ 10
Визуальный контроль при газосварочных работах
МДК 02.02. Технология газовой сварки
ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
по профессии 150709.02 Сварщик (электросварочные и газосварочные работы)
Тестирование в педагогике выполняет три основные взаимосвязанные функции: диагностическую , обучающую и воспитательную :
· Диагностическая функция заключается в выявлении уровня знаний, умений, навыков учащегося. Это основная и самая очевидная функция тестирования. По объективности, широте и скорости диагностирования, тестирование превосходит все остальные формы педагогического контроля.
· Обучающая функция тестирования состоит в мотивировании учащегося к активизации работы по усвоению учебного материала. Для усиления обучающей функции тестирования могут быть использованы дополнительные меры стимулирования студентов, такие как: раздача преподавателем примерного перечня вопросов для самостоятельной подготовки, наличие в самом тесте наводящих вопросов и подсказок, совместный разбор результатов теста.
· Воспитательная функция проявляется в периодичности и неизбежности тестового контроля. Это дисциплинирует, организует и направляет деятельность учащихся, помогает выявить и устранить пробелы в знаниях, формирует стремление развить свои способности .
Скачать:
Предварительный просмотр:
бюджетное образовательное учреждение Омской области
начального профессионального образования
«Профессиональное училище № 65».
ТЕСТ
Визуальный контроль при газосварочных работах
МДК 02.02. Технология газовой сварки
ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
По профессии 150709.02 Сварщик (электросварочные и газосварочные работы)
Составил: Баранов Владимир Ильич мастер производственного обучения
Седельниково, Омская область, 2013
Визуальный контроль при газосварочных работах.
Тест.
Каждый вопрос имеет один или несколько правильных ответов. Выберите верный.
1. Когда сварщик проходит квалификационные испытания?
а) Совместно с выполнением сварочных работ.
б) До выполнения сварочных работ.
в) По окончании сварочных работ.
- Как вы определите марку присадочной проволоки, если на бухте нет бирки?
а) По внешнему виду.
б) По плавлению.
в) Самостоятельно определять не будете.
- Обязательна ли зачистка присадочной проволоки?
а) Обязательна.
б) Не обязательна.
в) Не имеет значения.
- Как вы убедитесь в правильности сборки под сварку?
а) «На глаз».
б) Положитесь на слесарей, выполнивших сборку.
в) Проверю соответствие технологии сварки конструктивных элементов.
- На какой ширине поверхность металла, прилегающая к кромкам, зачищается перед сваркой?
а) Не менее 5 мм.
б) Не менее 15 мм.
в) Не менее 20 мм.
- Обязательно ли перед сваркой ознакомление с технологией сварки изделия?
а) Да.
б) Нет.
в) В зависимости от обстоятельств.
- Как вы можете проверить, правильно ли выбрано количество прихваток?
а) Определите приблизительно.
б) Проверите по технологии сварки.
в) Чем больше, тем крепче.
- Зачем выполняют осмотр сварного соединения?
а) Для устранения дефекта.
б) Для проверки своих действий в процессе выполнения сварного соединения.
в) Для того и другого.
9. Что включает в себя зона осмотра сварного соединения?
а) Шов по всей длине.
б) Шов с двух сторон и прилегающие зоны.
в) То и другое.
10. Каково назначение предварительного контроля?
а) Предупреждение образования дефектов в сварном
соединении.
б) Экономия времени на сварку.
в) Выявление дефектов в сварном соединении.
Эталон ответа:
вопрос | ||||||||||
ответ |
Критерии оценок тестирования:
Оценка «отлично» 9-10 правильных ответов или 90-100% из 10 предложенных вопросов;
Оценка «хорошо» 7-8 правильных ответов или 70-89% из 10 предложенных вопросов;
Оценка «удовлетворительно» 5-6 правильных ответов или 50-69% из 10 предложенных вопросов;
Оценка неудовлетворительно» 0-4 правильных ответов или 0-49% из 10 предложенных вопросов.
Список литературы
- Лаврешин С.А. Производственное обучение газосварщиков: учеб. пособие для нач. проф. Образования – М.: Издательский центр «Академия», 2012.
- Гуськова Л.Н. Газосварщик: раб. Тетрадь: учеб. Пособие для нач. проф. Образования – М.: Издательский центр «Академия», 2012.
- Юхин Н.А. Газосварщик: учеб. пособие для нач. проф. образования – М.: Издательский центр «Академия», 2010.
- Г.Г Чернышов. Справочник электрогазосварщика и газорезчика: учеб. пособие для нач. проф. образования – М. : Издательский центр «Академия», 2006.
- А.И. Герасименко «Основы электрогазосварки», Учебное пособие – М: ОИЦ «Академия», 2010г.
- Маслов В.И. Сварочные работы. Учеб. для нач. проф. образования – М.: Издательский центр «Академия», 2009.
- Куликов О.Н. Охрана труда при производстве сварочных работ: учеб. пособие для нач. проф. образования – М.: Издательский центр «Академия», 2006.
Неразрушающий контроль (НК) - технологический контроль надежности параметров объета или его элементов. При его проведении исследуемый объект не выводится из работы, не демонтируется.
Неразрушающий контроль применяется для диагностики зданий и сооружений, а также для сложного технологического оборудования. Технология неразрушающего контроля безопасна и является важнейшим элементом экспертизы промышленной безопасности. Благодаря неразрушающему контролю обеспечивается техническая безопасность на любых объектах.
Метод ультразвукового контроля
Одним из основных методов неразрушающего контроля является ультразвуковой метод контроля (УЗК).
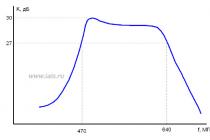
Ультразвуковой метод (УК) - основан на исследовании процесса распространения ультразвуковых колебаний с частотой 0,5 - 25 МГц в контролируемых изделиях с помощью специального оборудования - ультразвукового дефектоскопа
Метод ультразвукового неразрушающего контроля — это излучение и последующем принятие отраженных ультразвуковых колебаний с помощью ультразвукового дефектоскопа и пьезоэлектропреобразовател-я(-ей) и анализ полученных данных с целью определения наличия дефектов, а также их эквивалентного размера, формы (объемный/плоскостной), вида (точечный/протяженный), глубины залегания и пр.
Применение
Ультразвуковой метод применим во время изготовления объектов контроля, в процессе их производственных испытаний, при техническом освидетельствовании, а также, непосредственно, в процессе экплуатации.
Кто такой дефектоскопист?
Дефектоскопист — это специалист по неразрушающему контролю. В обязанности дефектоскописта входит диагностика объектов, а также их частей (узлов) на предмет выявления различных дефектов. Одно только название профессии говорит о том, что профессия дефектоскописта очень ответственная, многопрофильная, непростая. Специалист по ультразвуковому методу неразрушающего контроля должен уверенно работать с дорогостоящим и сложным оборудованием, обладать обширными техническими знаниями, знать стандарты, нормы дефектоскопистов, регламенты и различного рода документацию.
Аттестация дефектоскописта
Аттестация (сертификация) персонала на неразрушающие методы контроля на I, II и III уровни квалификации проходит в соответствии с требованиями .
Для точного расчета стоимости аттестации, необходимо выбрать методы и объекты, по которым Вам необходимо обучиться.
Основные методы и объекты неразрушающего контроля (НК)
Методы дефектоскопии:
- - основан на явлении, называемом акустической эмиссией. При возникновении и распространении акустических волн при деформации напряжённого материала или истечении газов и других процессах возникают упругие колебания акустических волн, данные которых используются для определения образования дефектов на начальной стадии разрушения конструкции. Благодаря движению среды возможно использование АЭ для дигностики процессов и материалов, таких как критерий целостности материала;
- - основанный на исследовании процесса распространения ультразвуковых колебаний с частотой 0,5 - 25 МГц в контролируемых изделиях с помощью специального оборудования - ультразвукового дефектоскопа;
- Магнитный (МК) - основанный на анализе взаимодействия магнитного поля с контролируемым объектом;
- Электрический (ЭК) - основанный на регистрации параметров электрического поля, взаимодействующего с контролируемым объектом или возникающего в контролируемом объекте в результате внешнего воздействия;
- Вихретоковый (ВК) - основанный на анализе взаимодействия внешнего электромагнитного поля вихретокового преобразователя с электромагнитным полем вихревых токов, наводимых в контролируемом объекте;
- Радиоволновой (РВК) - основанный на регистрации изменений параметров электромагнитных волн радиодиапазона, взаимодействующих с контролируемым объектом;
- Тепловой (ТК) - основанный на регистрации изменений тепловых или температурных полей контролируемых объектов, вызванных дефектами;
- Оптический (ОК) - основанный на регистрации параметров оптического излучения, взаимодействующего с контролируемым объектом;
- — основанный на регистрации и анализе проникающего ионизирующего излучения после взаимодействия с контролируемым объектом. Слово «радиационный» может заменяться словом, обозначающим конкретный вид ионизирующего излучения, например, рентгеновский, нейтронный и т. д.;
- Проникающими веществами - основанный на проникновении веществ в полости дефектов контролируемого объекта. Существует несколько видов данного метода, например «капиллярный (ПВК)», или «течеискание (ПВТ)», который используется при выявлении сквозных дефектов;
- — основанный на визуальном осмотре и контроле качества сварочных швов, подготовке и сборки заготовок под сварку. Цель данного осмотра — выявить вмятины, заусенцы, ржавчину, прожоги, наплыви и прочие видимые деффекты. Этот метод предшествует остальным методам дефектоскопии и является базовым;
- Вибордиагностический (ВД ) – основанный на анализе параметров вибрации, возникающей при работе контролируемого объекта. Вибрационная диагностика нацелена на поиск неисправностей и оценку технического состояния объекта вибрационно-диагностического контроля.
Объекты дефектоскопии:
1. Объекты котлонадзора
- 1.1. Паровые и водогрейные котлы
- 1.2. Электрические котлы
- 1.3. Сосуды, работающие под давлением свыше 0,07 МПа
- 1.4. Трубопроводы пара и горячей воды с рабочим давлением пара более 0,07 МПа и температурой воды свыше 115°С
- 1.5. Барокамеры
2. Системы газоснабжения (газораспределения)
- 2.1. Наружные газопроводы
- 2.1.1. Наружные газопроводы стальные
- 2.1.2. Наружные газопроводы полиэтиленовые
- 2.2. Внутренние газопроводы стальные
- 2.3. Детали и узлы, газовое оборудование
3. Подъемные сооружения
- 3.1. Грузоподъемные краны
- 3.2. Подъемники (вышки)
- 3.3. Канатные дороги
- 3.4. Фуникулеры
- 3.5. Эскалаторы
- 3.6. Лифты
- 3.7. Краны-трубоукладчики
- 3.8. Краны-манипуляторы
- 3.9. Платформы подъемные для инвалидов
- 3.10. Крановые пути
4. Объекты горнорудной промышленности
- 4.1. Здания и сооружения поверхностных комплексов рудников, обогатительных фабрик, фабрик окомкования и аглофабрик
- 4.2. Шахтные подъемные машины
- 4.3. Горно-транспортное и горно-обогатительное оборудование
5. Объекты угольной промышленности
- 5.1. Шахтные подъемные машины
- 5.2. Вентиляторы главного проветривания
- 5.3. Горно-транспортное и углеобогатительное оборудование
6. Оборудование нефтяной и газовой промышленности
- 6.1. Оборудование для бурения скважин
- 6.2. Оборудование для эксплуатации скважин
- 6.3. Оборудование для освоения и ремонта скважин
- 6.4. Оборудование газонефтеперекачивающих станций
- 6.5. Газонефтепродуктопроводы
- 6.6. Резервуары для нефти и нефтепродуктов
7. Оборудование металлургической промышленности
- 7.1. Металлоконструкции технических устройств, зданий и сооружений
- 7.2. Газопроводы технологических газов
- 7.3. Цапфы чугуновозов, стальковшей, металлоразливочных ковшей
8. Оборудование взрывопожароопасных и химически опасных производств
- 8.1. Оборудование химических, нефтехимических и нефтеперерабатывающих производств, работающих под давлением до 16 МПа
- 8.2. Оборудование химических, нефтехимических и нефтеперерабатывающих производств, работающих под давлением свыше 16 МПа
- 8.3. Оборудование химических, нефтехимических и нефтеперерабатывающих производств, работающих под вакуумом
- 8.4. Резервуары для хранения взрывопожароопасных и токсичных веществ
- 8.5. Изотермические хранилища
- 8.6. Криогенное оборудование
- 8.7. Оборудование аммиачных холодильных установок
- 8.8. Печи
- 8.9. Компрессорное и насосное оборудование
- 8.10. Центрифуги, сепараторы
- 8.11. Цистерны, контейнеры (бочки), баллоны для взрывопожароопасных токсичных веществ
- 8.12. Технологические трубопроводы, трубопроводы пара и горячей воды
10. Объекты хранения и переработки зерна:
- 10.1. Воздуходувные машины (турбокомпрессоры воздушные, турбовоздуходувки).
- 10.2. Вентиляторы (центробежные, радиальные, ВВД).
- 10.3. Дробилки молотковые, вальцовые станки, энтолейторы.
11. Здания и сооружения (строительные объекты)
- 11.1. Металлические конструкции
- 11.2. Бетонные и железобетонные конструкции
- 11.3. Каменные и армокаменные конструкции
Выучиться на дефектоскописта
Конечно же труд дефектоскописта должен быть основан на обширных знаниях, которые можно получить, пройдя курсы дефектоскопистов. Обучение по профессии дефектоскопист в Москве проводят специальные независимые органы по аттестации персонала системы неразрушающего контроля. Получив образование, проводится аттестация дефектоскописта, по результатам которой выдается удостоверение инженера дефектоскописта. Наша компания поможет Вам и Вашим сотрудникам выучиться на дефектоскописта различных видов, в данном случае, дефектоскопист по ультразвуковому методу НК, без отрыва от производства .
Зачем нужна аттестация дефектоскописта?
Согласно , все специалисты неразрушающего контроля (дефектоскописты) должны проходить аттестацию, при проведении контроля методами установленными п.17 методами на объектах, установленных Приложением 1.
Аттестацией своих специалистов должны заниматься предприятия и организации, осуществляющие деятельность по неразрушающему ультразвуковому контролю при технической диагностике, ремонте, реконструкции зданий и сооружений, а также их частей и технических устройств на производственных объектах связанных с повышенной опасностью. Также организации, занимающиеся аттестацией, повышением квалификации персонала должны пройти аттестацию в специальных независимых органах по аттестации персонала системы неразрушающего контроля.
3 уровня квалификации дефектоскописта :
I уровень квалификации — специалист НК, обладающий умениями, знаниями и навыками согласно п. 1.2 Приложения 4.
Специалист НК I уровня квалификации может выполнять работы по незразрущающему контролю определенным методом НК, определенных объектов, согласно инструкции, строго соблюдая технологию и методику НК и под контролем персонала уровня квалификации выше, чем у него.
В обязанности дефектоскописта по ультразвуковому контролю I уровня входит:
- настройка оборудования, которое используется для осуществления НК соответствующим методом;
- выполнение НК методом, на который аттестован;
- описание результатов наблюдения и контроля.
Специалист I уровня квалификации не может осуществлять самостоятельный выбор метода НК, оборудования, технологии и режима контроля, проводить оценку результатов контроля.
II уровень квалификации — специалист НК, обладающий знаниями, умениями и навыками согласно пп 2.2 и 2.3 Приложения 4.
Специалист НК II уровня квалификации может выполнять работы по незразрушающему контролю, обладает достаточной квалификацией для руководства НК в соответствии с нормативно-технической документацией, для выбора способа контроля, ограничения области применения метода. Производит настройку оборудования, проводит оценку качества объекта или элемента в соответствии с документами, документирует полученные результаты, разрабатывает инструкции и различные документы по конкретной продукции в области своей аттестации, подготавливает и руководит специалистами I уровня. Специалист II уровня квалификации НК производит выбор технологии и средств контроля, делает заключение по результатам контроля, который осуществляет он сам или специалист НК I уровня.
III уровень квалификации — специалист НК, обладающий знаниями, умениями и навыками согласно п.3 Приложения 4.
Специалист НК III уровня квалификации обладает квалификацией, необходимой для руководства любыми операциями по методу НК, по которому он аттестован, осуществляет самостоятельный выбор методов и способов НК, персонала и оборудования. Руководит работой персонала I и II уровней, и выполняет работы, которые входят в обязанности этих уровней. Контролирует и согласовывает технологическую документацию, которая разработана специалистами II уровня. Занимается разработкой методических документов и технических регламентов по НК, а также оценкой и интерпретацией результатов контроля. Участвует в подготовке, аттестации персонала на I, II, III уровни, если уполномочен Независимым органом. Инспектирует работы, которые выполнены персоналом I и уровней, занимается выбором технологии и средств контроля, делает заключение по его результатам, которое он выполнил сам, или же специалист I уровня под его наблюдением.
Существуют также различные разряды дефектоскопистов , которые они получают непосредственно на предприятиях, где они работают.
Вы можете пройти обучение независимо от того, какую квалификацию уже имеете на данный момент. Если у вас уже есть стаж работы по профессии, и вы хотите повысить свой статус до дефектоскописта 6 разряда, вам необходимо пройти повышение квалификации дефектоскопистов. Для специалистов с недостаточным стажем и знаниями существуют курсы, где проходит профессиональная подготовка дефектоскопистов, где вы сможете учиться на дефектоскописта «с нуля».
ВАЖНО
Для того, чтобы заниматься деятельностью по неразрушающему контролю работнику необходимо получить заключение врача терапевта и окулиста, о состоянии здоровья.
Список документов для аттестации персонала в области неразрушающего контроля (дефектоскопист по ультразвуковому методу НК):
- Регистрационная карта с подписью кандидата(об-но указать опыт работы)
- Заявление о согласии на обработку персональных данных
- Заявка
- Копия документа об образовании заверенная
- Документ, подтверждающий практический стаж работы по заявленному методу НК
- Справка о состоянии здоровья(заключение терапевта и окулиста)
- Сведения о работах,проведенных кандидатом за последний год (кроме кандидатов, претендующих на I уровень)
- Оригиналы ранее выданных уд-ий, для переоформления(квалификационное+ПБ)
- Фото 4 шт
- Соглашение о сотрудничестве
Срок действия аттестации дефектоскописта по ультразвуковому методу НК I, II уровней — 3 года, III уровня — 5 лет с момента аттестации.
Стоимость удостоверения дефектоскописта рассчитывается только по заявке, исходя из того, по каким работам и видам деятельности будет производится аттестация!
Ниже приведены общие вопросы по билетам при аттестации специалистов по неразрушающему контролю на I, II и III уровни.
- Стандарты и ГОСТ на проведение неразрушающего метода контроля и диагностики.
- Дефекты, возникающие в результате сварки металлоконструкции.
- Дефекты, возникающие в результате проката и литья.
- Качество продукции и технический контроль.
- Виды и методы неразрушающего контроля.
- Геометрические дефекты элементов металлоконструкции.
- Нормы аттестации специалистов для выполнения неразрушающего контроля.
- Дефекты механической обработки материалов.
- Существующие дефекты металлоконструкции.
- Способы контроля механических характеристик материалов. Приборы, используемые для контроля механических характеристик.
- Диаграммы растяжения и сжатия углеродистых сталей.
- Виды напряжений, возникающие в материалах.
- Основные физические и механические параметры материалов (сталь, бетон, железобетон и др.).
- Контроль физических свойств материалов и изделий. Дефектоскопия и контроль внутреннего строения.
Оптический, визуальный и измерительный методы неразрушающего контроля:
- Сущность оптического метода контроля качества.
- Приборы, используемые для проведения оптического контроля качества продукции.
- Визуальный и визуально-оптический контроль качества.
- Оптические схемы, используемые для проведения оптического контроля.
Капиллярный метод
- Физический смысл капиллярного метода контроля.
- Требования безопасности при проведении капиллярного метода контроля.
- Определение и классификация дефектов.
- Последовательность выполнения капиллярного метода контроля.
Ультразвуковой метод
- Физические основы ультразвукового метода контроля.
- Распространение ультразвука в теле.
- Ультразвуковые приборы для определения качества и свойств металлов и изделий.
- Проблемы, возникающие при проведении ультразвукового контроля сварных, клепаных, паяных и других соединений.
Магнитный метод
- Основные понятия и термины при проведении магнитного контроля.
- Контроль механических свойств и структуры материалов магнитным методом контроля.
- Магнитные, магнитопорошковые, магнитографические дефектоскопы (магнитные порошки, используемые при проведении магнитных методов контроля (тип, способ нанесения)).
Электрический метод
- Общие сведения: термоэлектрический, трибоэлектрический, электроемкостный метод.
- Способы диагностирования электрическим методом тел качения.
- Методы и средства проведения дефектоскопии при электрическом контроле.
Тепловой метод
- Тепловой контроль. Физические основы метода.
- Виды теплопередачи материалу. Способы нагрева материалов и изделий.
- Средства контроля температуры: типы термометров. Методы определения теплофизических характеристик.
- Визуализация тепловых полей. Дефектоскопия и интроскопия тепловыми методами.
Метод течеискания
- Общие сведения и методика течеискания.
- Жидкостный метод при выполнений контроля методом течеискания.
- Пузырьковый метод.
- Галогенный метод.
- Масс-спектрометрический метод.
- Способы и схемы контроля. Средства контроля.
Радиоволновой метод
- Физическая основа радиоволнового метода контроля.
- Средства контроля физико-механических и технологических параметров. Визуализация радиоволновых полей.
- Типы приборов, используемые при радиоволновом методе контроля.
- Основные особенности электромагнитных процессов в СВЧ-диапазоне.
Радиационный метод
- Общие вопросы радиационного контроля качества.
- Рентгеновский контроль и гамма-дефектоскопия. Радиационная толщинометрия и толщинометрия многослойных изделий.
- Взаимодействие ионизирующего излучения с материалами. Индикация излучения.
- Контроль внутреннего строения при радиационном контроле качества. Специальные методы радиационного контроля качества.
- Источники корпускулярного излучения. Источники рентгеновского излучения.
- Техника безопасности и санитарные нормы при проведении радиационного контроля качества.
Вихретоковый метод
- Общая характеристика существующих вихретоковых методов контроля.
- Магнитная проницаемость, используемая в вихретоковом методе контроля: формулы, определения (зависит от типа сечения).
- Взаимосвязь объекта контроля и средств контроля. Материалы, контролируемые вихретоковым методом контроля.
Акустико-Эмиссионный метод
- Основные понятия метода. Акустический метод контроля: прямой и эхометод.
- Преобразователи, используемые для проведения акустических методов контроля. Отражение волн от некоторых слоев и стали.
- Акустические свойства некоторых материалов. Затухание ультразвука в газах и жидкостях.
- Типы волн, применяемые для акустических методов контроля. Классификация акустико-эмиссионных методов контроля.
- Основа импендансного метода (назначение метода, способы использования, принцип).
- Типы материалов, используемые при импендансном методе контроля.
- Метод контактного импенданса.
- Импендансные дефектоскопы (конструкции, принцип работы). Применение в импендансном методе контроля различного типа волн.
- Преобразователи импендансных дефектоскопов. Характеристики преобразователей.